











在轻量化设计需求的推动下,新能源汽车车身的关键零部件正朝着薄壁、高性能、大型化等方向发展。压铸技术正逐步从小零件向大型化、集成化发展,超大型整体压铸结构的产品设计、新材料开发、工艺设计、设备制造、质量检测等方面出现了一些问题。
超大型汽车压铸结构件生产过程长且薄壁,对模具的温度变化和平衡提出了更高的要求。快速稳定地控制模具温度成为压铸生产的必要条件。压铸的常见缺陷比较难控制,前期一般用在减震器塔、ABC柱接头、纵梁接头等连接部位。
随着材料升级、工艺优化、设备智能化和大型化的发展,以及大型压铸模具技术的成熟,以特斯拉为代表的先进企业越来越多地尝试将车身零部件合并,变冲压+焊接工艺为一体式压铸工艺。对于制造业来说,整体压铸可以减少建造时间、运营成本、制造成本和模具数量等。,并能降低所有制造环节的成本。此外,开发人员和管理人员的数量也可以大大减少。
另外,对于车身来说,一体化制造不会产生异响,还会减少冲压和焊接的工作,减少制造环节,质量更容易控制。通过特斯拉的6000t压铸机,将原车身的70个零件逐渐合并成1~2个大零件。
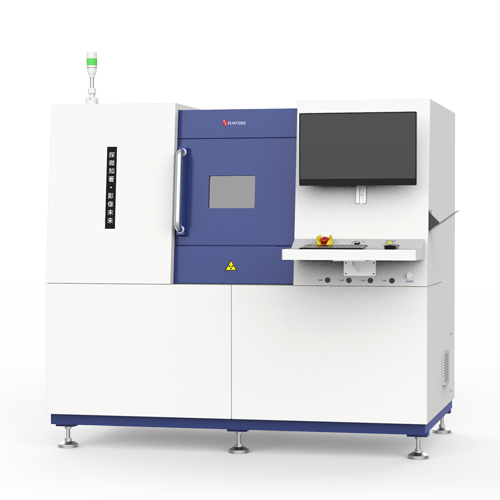
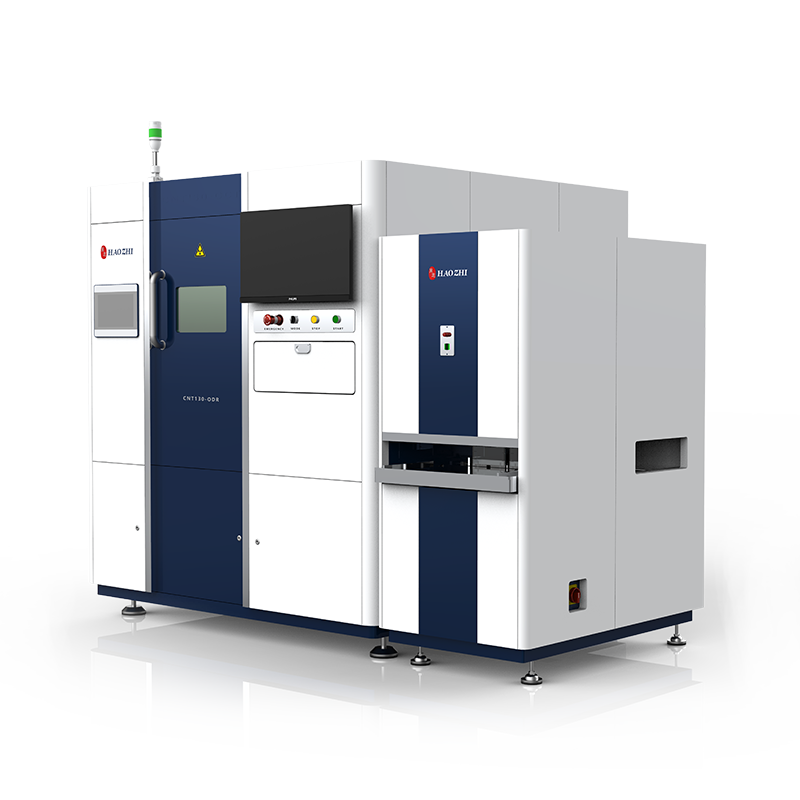
以前,汽车车身的各种压铸件都需要单独进行X射线无损检测。随着压铸技术从小零件向大型整体零件发展,研制了大型整体压铸件X射线无损检测设备。X射线穿透不同密度和厚度的物体后,该设备可以获得不同灰度显示图像的特征,可以快速准确地检测大型一体化压铸产品的隐形内部缺陷,如气孔、缩孔、高/低密度异物等。设备采用双工位双系统检验模式,可在产品检验的同时进行装卸作业,节省装卸时间。双系统可同时对同一产品进行X射线检测,双工位双系统设计可有效提高产品检测效率。
本文著作权属原创者所有,不代表本站立场。我们转载此文出于传播更多资讯之目的,如涉著作权事宜请联系删除。